
________________________________________________________________________________
1106 Perkins diesel engine - Cylinder Block and Cylinder Head (Inspect and adjust)
Clean all of the coolant passages and the oil passages. Check the
cylinder block for cracks and damage. The top deck of the cylinder block
must not be machined. This will affect the depth of the cylinder liner
flange and the piston height above the cylinder block. Check the front
camshaft bearing for wear.
If a new bearing is needed, use a suitable adapter to press the bearing
out of the bore. Ensure that the oil hole in the new bearing faces the
front of the block. The oil hole in the bearing must be aligned with the
oil hole in the cylinder block. The bearing must be aligned with the
face of the recess.
Cylinder Head Inspect
Remove the cylinder head from the 1106 Perkins engine. Remove the water
temperature regulator housing. Inspect the cylinder head for signs of
gas or coolant leakage. Remove the valve springs and valves.
Clean the bottom face of the cylinder head thoroughly. Clean the coolant
passages and the lubricating oil passages. Make sure that the contact
surfaces of the cylinder head and the cylinder block are clean, smooth
and flat.
Inspect the bottom face of the cylinder head for pitting, corrosion, and
cracks. Inspect the area around the valve seat inserts and the holes for
the fuel injection nozzles carefully. Test the cylinder head for leaks
at a pressure of 200 kPa (29 psi).
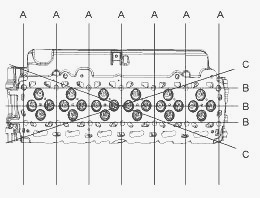
Flatness of the cylinder head - (A) Side to side, (B) End to
end, (C) Diagonal
Measure the cylinder head for flatness. Use a straight edge and a feeler
gauge to check the cylinder head for flatness. Measure the cylinder head
from one side to the opposite side (A). Measure the cylinder head from
one end to the opposite end (B). Measure the cylinder head from one
corner to the opposite corner (C).
Resurfacing the Cylinder Head
The bottom face of 1106D Perkins cylinder head can be resurfaced if any
of the following conditions exist: The bottom face of the cylinder head
is not flat within the specifications. The bottom face of the cylinder
head is damaged by pitting, corrosion, or wear.
The thickness of the cylinder head must not be less than 94.80 mm
(3.7323 inch) after the cylinder head has been machined. If the bottom
face of the cylinder head is resurfaced, the recesses in the cylinder
head for the valve seat inserts must be machined. The valve seat inserts
must be ground on the side which is inserted into the cylinder head.
Grinding this surface will ensure that no protrusion exists above the
bottom face of the cylinder head.
Piston Height Inspect
If any of the following components are replaced or remachined, the
piston height above the 1106 Perkins cylinder block must be measured:
Crankshaft, Cylinder head, Connecting rod, Bearing for the piston pin.
The correct piston height must be maintained in order to ensure that the
engine conforms to the standards for emissions. The top of the piston
should not be machined. If the original piston is installed, be sure
that the original piston is assembled to the correct connecting rod and
installed in the original cylinder.
Three grades of length of connecting rods determine the piston height
above the cylinder block. The grade of length of a connecting rod is
identified by a letter or a color. The letter or the color is marked on
the side of the connecting rod.
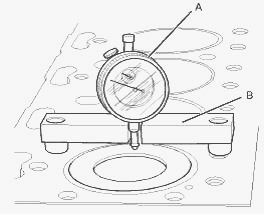
Use Tooling in order to measure the piston height above the cylinder
block. Use the cylinder block face to zero Tooling. Rotate the
crankshaft until the piston is at the approximate top center. Position
Toolings in order to measure the piston height above the cylinder block.
Slowly rotate the crankshaft in order to determine when the piston is at
the highest position. Record this dimension.
________________________________________________________________________________
________________________________________________________________________________________
 SPECS
SPECS LOADERS
LOADERS MAINTENANCE
MAINTENANCE PROBLEMS
PROBLEMS________________________________________________________________________________________
 MF 1523
MF 1523 MF 1531
MF 1531 MF 135
MF 135 MF 1547
MF 1547 MF 1635
MF 1635________________________________________________________________________________________
________________________________________________________________________________________
 231
231 231S
231S 235
235 240
240 241
241________________________________________________________________________________________
 255
255 265
265 274
274 285
285 375
375________________________________________________________________________________________
________________________________________________________________________________________
 916X Loader
916X Loader 921X Loader
921X Loader 926X Loader
926X Loader 931X Loader
931X Loader 936X Loader
936X Loader________________________________________________________________________________________
 941X Loader
941X Loader 946X Loader
946X Loader 951X Loader
951X Loader 956X Loader
956X Loader 988 Loader
988 Loader________________________________________________________________________________________
 1655
1655 GS1705
GS1705 1742
1742 2635
2635 4608
4608________________________________________________________________________________________
 1080
1080 1100
1100 2615
2615 3050
3050 3060
3060________________________________________________________________________________________
 4708
4708 5455
5455 5450
5450 5610
5610 5613
5613________________________________________________________________________________________
 DL95 Loader
DL95 Loader DL100 Loader
DL100 Loader DL120 Loader
DL120 Loader DL125 Loader
DL125 Loader DL130 Loader
DL130 Loader________________________________________________________________________________________
 DL135 Loader
DL135 Loader DL250 Loader
DL250 Loader DL260 Loader
DL260 Loader L90 Loader
L90 Loader L100 Loader
L100 Loader________________________________________________________________________________________
 6499
6499 7480
7480 7618
7618 7726
7726 1533
1533________________________________________________________________________________________
 2604H
2604H 2607H
2607H 4455
4455 4610M
4610M 4710
4710________________________________________________________________________________________
 L105E Loader
L105E Loader L210 Loader
L210 Loader 1014 Loader
1014 Loader 1016 Loader
1016 Loader 1462 Loader
1462 Loader________________________________________________________________________________________
 1525 Loader
1525 Loader 1530 Loader
1530 Loader 232 Loader
232 Loader 838 Loader
838 Loader 848 Loader
848 Loader________________________________________________________________________________________
 5712SL
5712SL 6713
6713 6715S
6715S 7475
7475 7615
7615________________________________________________________________________________________
 7716
7716 7724
7724 8240
8240 8650
8650 8732
8732________________________________________________________________________________________
 246 Loader
246 Loader 1036 Loader
1036 Loader 1038 Loader
1038 Loader 1080 Loader
1080 Loader 856 Loader
856 Loader