
________________________________________________________________________________
Massey Ferguson 3050, 3085 tractor Gearbox Output shaft and Layshaft
Massey Ferguson 3085, 3050, 3125, 3105
tractors gearbox Output shaft - Reassembly:
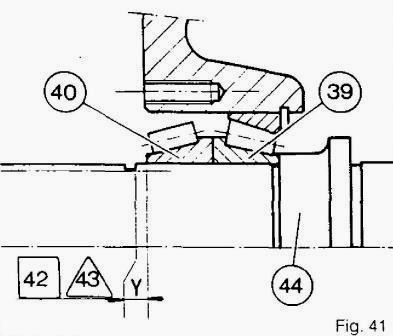
Fig.41
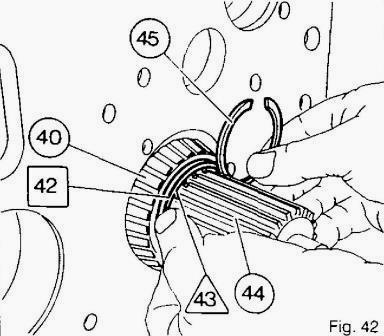
Fig.42
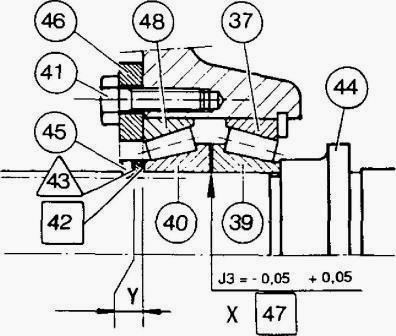
Fig.43
- Fit the circlip (49) and the bearing cup (37).
- Refit the needle roller bearing (24), washer (22) and circlip (19) on
to the shaft (44). Insert the shaft into the housing without the gears.
- Slide the bearing cones (39) and (40) on to the shaft.
- The aim of this procedure is to prepare J3 shimming (Fig.41). Hold the
cones (39) and (40) against the step in the shaft (44) using hand
pressure.
- Take up the clearance Y between the rear of cone (40) and the groove
for the circlip (45) with shim adjuster [42] and spacer /43V Select a
new circlip of a size that fits snugly into the groove (Fig.42).
- Shim to obtain (Fig.43): J3 = minus 0.05 to plus 0.05 The aim of this
procedure is to take up the play between the cones (39) and (40) and the
cups (37) and (48) while keeping the above-mentioned shimming tolerance.
- Fit the circlip (45). Position the spacer on the circlip side.
- Fit the cup (48) and the lock plate (46). Tighten the bolts (41) to a
torque of 27-32 Nm.
- Position the dial gauge pointer a; the end of the shaft (44).
- For MF 3050, 3085 tractor gearboxes fitted with the creeper range, use
the gearbox plate instead of the lock plate. Tighten the bolts to a
torque of 34-52 Nm.
- Push on the shaft and turn it to right and left so that the cones bed
correctly into the cups.
- Zero the dial gauge. Carry out procedure 148 but pull on the shaft.
- If end play exceeds 0.05 mm select the number of shims X [47] to
obtain: J3 = minus 0.05 to plus 0.05 Important: The shim(s) X [47]
selected for J3 should be fitted between the cones for the following
shimming procedures.
- Remove the circlip (45). Remove the shim /43\ and the shim adjusters
[42].
- Measure the thickness Y of all the shims [42] and /43\ (this
measurement will be useful for J5 shimming).
- Remove the bolts (41) and the lock plate (46).
- Remove the cup (48). the cones (40) and (39) and the shaft (44).
- Assemble in the housing : the Low range gear (36), the coupler (31).
the hub (33). the thrust washer (32). the 4/4 gearbox 4th gear/4 x 2
gearbox 3rd gear (29) with its combined needle roller bearings (30) and
(28), the thrust washer (27) and the synchromesh cup (25).
- If the bush (35) is worn, replace the gear assembly (because the bush
is bored out after it has been fitted).
- If the combined bearings (30) and (28) are worn, replace the gear
assembly (it is factory fitted).
- Engage the input shaft (44) retaining the gear train assembly,
- Gently pull the shaft rearwards to expose the circlip (34) groove.
- Fit the circlip (34) using tool MF 459 (Fig.47), Note: Check that the
circlip is correctly fitted.
- Slide the following on to the shaft: the cone (39). the shim(s) X [47]
selected in operation 151. the cone (40) and the cup (48).
- Fit the lock plate (46). Tighten the bolts (41) to a torque of 27-32
Nm.
- Fit shims to obtain (Fig.48) : J4 = plus 0.20 to plus 0.40 This
shimming procedure produces end play on the gear (29) (4th Low 4x4
gearbox) (3rd Low 4 x 2 gearbox).
- Carry out procedures 147 to 150. On the basis of the reading obtained
on the dial gauge select the thickness of shims Z [38] to obtain J4.
- Remove the bolts (41) and the lock plate (46). Remove the cup (48).
- Withdraw the cones (40) and (39) and the shims) X[47]
- Slide the following on to the shaft: the shims Z [38], the cone (39).
the shim(s) X [47] and the cone (40),
- (Fig.49) Shim to obtain: J5 = Zero play
- The aim of this shimming procedure is to lock the cones (40) and (39)
on to the shaft (44).
- From the thickness of shims Y [42] /43V selected in operation 154,
deduct the thickness of shims Z [38] and X [47] to obtain: J5 = Y -
(Z+X).
- Slide the number of shims selected in operation 171 on to the shaft.
- Fit the circlip (45). The circlip must be a snug fit in its groove.
Check that it is correctly positioned.
- Check the shaft and gear train rotation manually.
- Check that the 3rd and 4th speed synchromesh and the High/Low range
coupler operate normally.
Fig.1
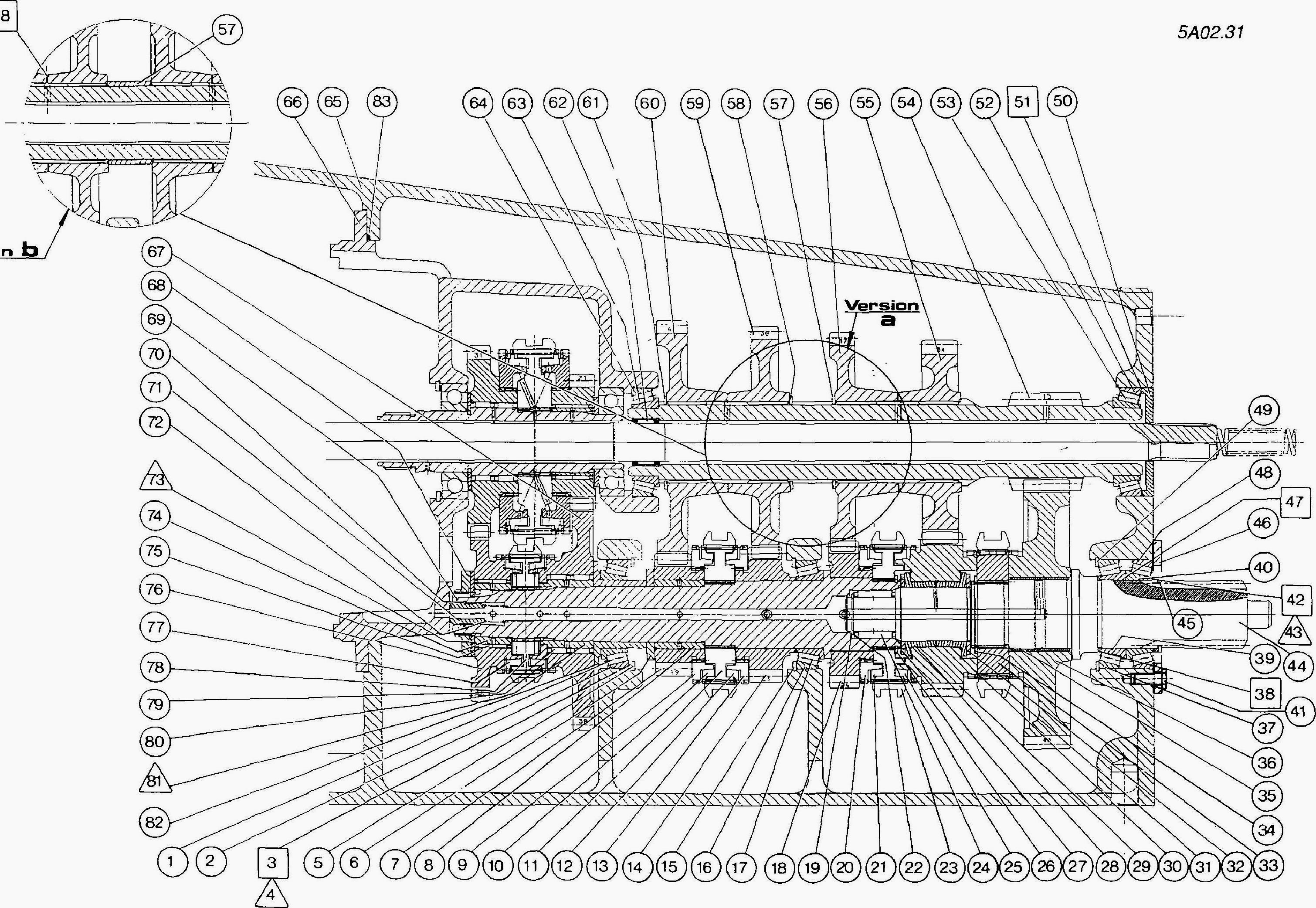
Fig.2
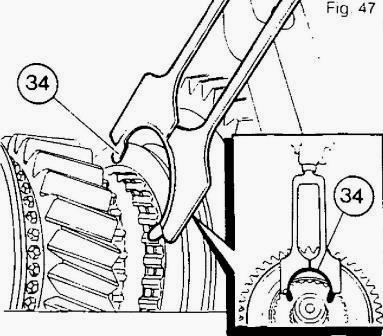
Fig.47
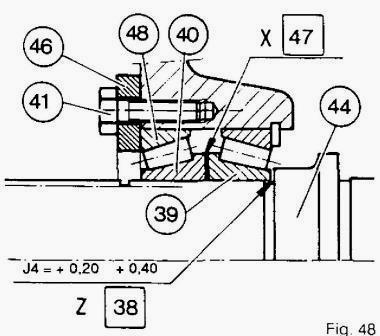
Fig.48
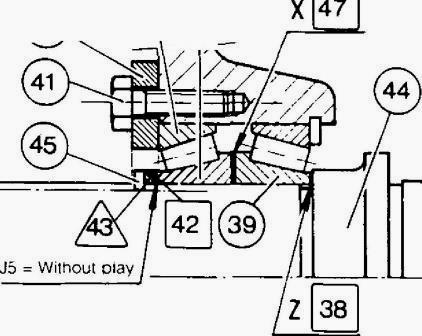
Fig.49
Massey Ferguson 3050, 3085 tractors Creeper Gearbox
Refitment:
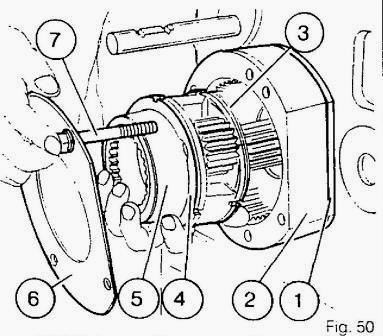
Fig.50
- Position the lock plate (1) and the ring gear (2) on the housing.
- Attach the friction washers (3) and (4) to the planetary carrier (5)
using Amber Technical-grease.
- Slide the pinion carrier on to the output shaft.
- Position the cover plate (6).
- Fit the bolts (7) and tighten to a torque of 34-52 Nm.
Massey Ferguson 3050, 3085 tractor gearbox Layshaft - Reassembly:
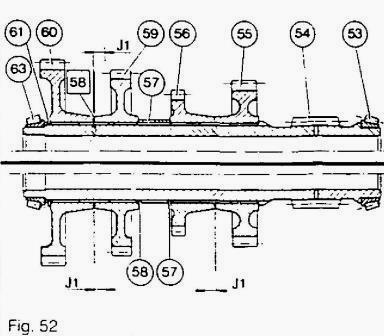
Fig.52
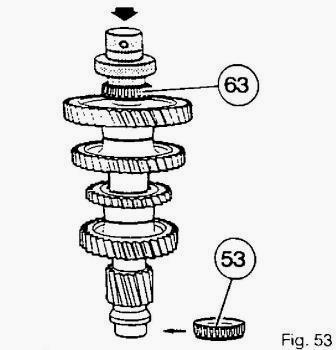
Fig.53
- A new designed shaft was introduced from serial no. P345012. Tractors
prior to this are built using version a.
- Fit the needle roller bearing (62) against the shoulder on the shaft
(54) using a press. Check that the needle roller bearings turn freely in
the cage.
- Ensure that the circlips fit easily into their grooves.
- The gap J1 is calculated according to machining tolerances (Fig.52).
Carry out procedures 28 and 29 in reverse.
- Slide the spacer (57) on to the shaft. Fit the 2nd gear (59). the 1st
gear (60) and the circlip (61).
- Using a set of shims, measure the space between the 1st gear (60) and
the 2nd gear (59). On the basis of the measurement, select a thickness
of shims to obtain
(Fig.52): J1 = 0 to plus 0.25.
- Remove the circlip (61) and the gear (60). Slide the shims already
selected on to the shaft. Fit the gear and the circlip.
- Using a press, fit the bearing cones (63) and (53) holding the
assembly in a suitable jig (Fig.53).
- Carry out procedures 23 and 20 in reverse.
Input shaft housing - Refitment:
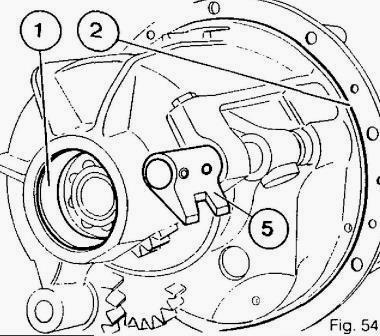
Fig.54
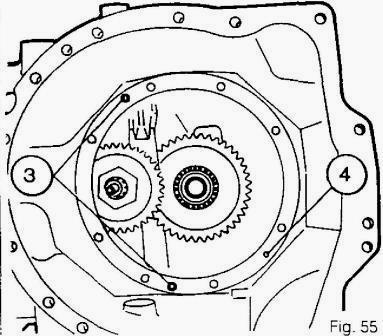
Fig.55
- Clean the mating face.
- Check that the cup (1) and the «o» ring (2) are fitted (Fig.54).
- (Fig.55) Fit the O-rings (3) and the locating dowel (4) in the
housing.
- Offer up the input shaft housing assembly (66) into the housing by
tilting st to the left then tilting it to the right to engage the
reverser gear train into the A/B gear train.
- At the same time, check through the selector cover that the reverse
shuttle selector (5) (Fig. 54) is not in contact with the housing
partition and that the layshaft cone
(63) engages in the cup (64).
- Position the housing assembly over the locating dowel.
- Fit the bolts and tighten to a torque of 45-60 Nm. Remove the
retaining tool. Shim to obtain: J2 = plus 0.04 to plus 0.12
- Fit the locally made-up tool into the MF 3050, 3085 tractor gearbox
layshaft.
- Lightly comroress the spring by tightening the nut on the tool so that
the cones seat correctly in the cups.
- Rotate the shaft several times.
- Measure the space X using a depth gauge between face A of the cup (52)
and face B of the housing.
- Measure the thickness Y of the washer (50).
- Calculate the difference between X and Y.
- Determine the thickness of shims required to obtain a play of plus
0.04 to plus 0.12.
- Remove the compression tool.
- Position the shims [51] selected in procedure 202.
- Press the washer into the housing.
________________________________________________________________________________
________________________________________________________________________________________
 SPECS
SPECS LOADERS
LOADERS MAINTENANCE
MAINTENANCE PROBLEMS
PROBLEMS________________________________________________________________________________________
 MF 1523
MF 1523 MF 1531
MF 1531 MF 135
MF 135 MF 1547
MF 1547 MF 1635
MF 1635________________________________________________________________________________________
________________________________________________________________________________________
 231
231 231S
231S 235
235 240
240 241
241________________________________________________________________________________________
 255
255 265
265 274
274 285
285 375
375________________________________________________________________________________________
________________________________________________________________________________________
 916X Loader
916X Loader 921X Loader
921X Loader 926X Loader
926X Loader 931X Loader
931X Loader 936X Loader
936X Loader________________________________________________________________________________________
 941X Loader
941X Loader 946X Loader
946X Loader 951X Loader
951X Loader 956X Loader
956X Loader 988 Loader
988 Loader________________________________________________________________________________________
 1655
1655 GS1705
GS1705 1742
1742 2635
2635 4608
4608________________________________________________________________________________________
 1080
1080 1100
1100 2615
2615 3050
3050 3060
3060________________________________________________________________________________________
 4708
4708 5455
5455 5450
5450 5610
5610 5613
5613________________________________________________________________________________________
 DL95 Loader
DL95 Loader DL100 Loader
DL100 Loader DL120 Loader
DL120 Loader DL125 Loader
DL125 Loader DL130 Loader
DL130 Loader________________________________________________________________________________________
 DL135 Loader
DL135 Loader DL250 Loader
DL250 Loader DL260 Loader
DL260 Loader L90 Loader
L90 Loader L100 Loader
L100 Loader________________________________________________________________________________________
 6499
6499 7480
7480 7618
7618 7726
7726 1533
1533________________________________________________________________________________________
 2604H
2604H 2607H
2607H 4455
4455 4610M
4610M 4710
4710________________________________________________________________________________________
 L105E Loader
L105E Loader L210 Loader
L210 Loader 1014 Loader
1014 Loader 1016 Loader
1016 Loader 1462 Loader
1462 Loader________________________________________________________________________________________
 1525 Loader
1525 Loader 1530 Loader
1530 Loader 232 Loader
232 Loader 838 Loader
838 Loader 848 Loader
848 Loader________________________________________________________________________________________
 5712SL
5712SL 6713
6713 6715S
6715S 7475
7475 7615
7615________________________________________________________________________________________
 7716
7716 7724
7724 8240
8240 8650
8650 8732
8732________________________________________________________________________________________
 246 Loader
246 Loader 1036 Loader
1036 Loader 1038 Loader
1038 Loader 1080 Loader
1080 Loader 856 Loader
856 Loader