
________________________________________________________________________________
JD 6068 Engine - valves diagnostic operations
Remove engine valve assembly
Identify all parts for proper assembly in same location as removed.
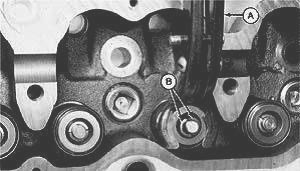
Compress JDE138 Valve Spring Compressor (A) over valve. Remove retaining
locks (B). Remove valve spring compressor.
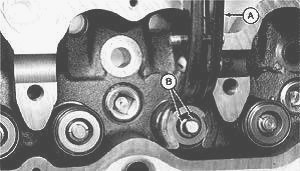
Remove valve rotators (A) and valve springs (B). Remove exhaust valve
stem shields. Remove valves (C) from JD 6068 cylinder head.
Inspect and Measure engine valve
Inspect and Measure JD 6068 engine valve springs - Inspect valve springs
for alignment, wear and damage. Put springs on a flat surface to see
that they are square and parallel. Check valve spring tension using
D01168AA Spring Compression Tester. Free spring length of 65 mm (2.56
in.) springs differ slightly, but compressed height must be the same.
VALVE SPRING SPECIFICATIONS
Spring Load Height Intake:
Open: 810—880 N (182—198 lb-force) - 38.1 mm (1.50 in.)
Closed: 345—399 N (78—90 lb-force) - 52.5 mm (2.07 in.)
Spring Load Height Exhaust:
Open: 797—867 N (179—195 lb-force) - 38.5 mm (1.52 in.)
Closed: 284—338 N (64—76 lb-force) - 54.5 mm (2.15 in.)
Inspect valve rotators and wear caps - Insure that valve rotators, if
equipped, will turn freely. Replace if defective. Replace valve wear
caps if pitted or worn. Inspect valve retainer locks for excessive wear.
Replace as needed.
Measure valve recess - Measure and record valve recess dimensions for
all valves and compare measurements to specifications given below.
Thoroughly clean all gasket material from cylinder head combustion face
before measuring.
VALVE RECESS SPECIFICATIONS
Valve Recess Below Cylinder Head:
Exhaust - 1.19—1.70 mm (0.047—0.067 in.) / Maximum Recess - 2.46 mm
(0.097 in.)
Intake - 3.35—3.86 mm (0.132—0.152 in.) / Maximum Recess - 4.62 mm
(0.182 in.)
If measurement does not meet specifications, check valve face angle and
valve seat angle. If valve is recessed beyond the maximum specification,
install either new valves, valve seat inserts, or both to obtain proper
valve recess.
Clean valves - Hold each valve firmly against a soft wire wheel on a
bench grinder. Make sure all carbon is removed from valve head, face and
unplated portion of stem.
Inspect and Measure John Deere 6068 engine valve - Thoroughly clean and
inspect valves to help determine if they can be restored to a
serviceable condition. Replace valves that are burned, cracked, eroded,
or chipped. Inspect valve retainer lock groove on valve stem for damage.
Also inspect stems for signs of scuffing, which may indicate
insufficient valve guide-to-valve stem clearance. Replace if defects are
evident. Measure valve head OD. Compare valve stem OD with guide ID to
determine clearance.
VALVE HEAD AND STEM SPECIFICATIONS
A—Valve Head OD:
Exhaust - 46.87—47.13 mm (1.845—1.856 in.)
Intake - 50.87—51.13 mm (2.003—2.013 in.)
B—Valve Stem OD:
Exhaust - 9.44—9.46 mm (0.3717—0.3724 in.)
Intake - 9.46—9.49 mm (0.3724—0.3736 in.)
Grind (reface) valves - Valve grinding should only be done by
experienced personnel familiar with equipment and capable of maintaining
required specifications. If necessary to reface valve, grind valve face
to an angle of 29.25° ± 0.25° (A). When valve faces are ground, it is
important not to nick valve head-to-stem radius with facing stone. A
nick could cause the valve to break. Radius all sharp edges after
grinding.
Measure valve guides - Measure valve guides for wear using a telescope
gauge and micrometer.
VALVE GUIDE SPECIFICATIONS
I.D. Guide in a New Head - 9.51—9.54 mm (0.3745—0.3755 in.)
New Guide-to-Valve Stem Clearance:
Exhaust - 0.051—0.102 mm (0.002—0.004 in.)
Intake - 0.025—0.076 mm (0.001—0.003 in.)
Worn guides can allow a clearance of 0.15 mm (0.006 in.) and still be
acceptable. Worn guides may be knurled to return them to specified
clearance if valve-to-guide clearance is 0.25 mm (0.010 in.) or less. If
clearance exceeds 0.25 mm (0.010 in.), install oversize valves. knurl
exhaust valve guides before reaming to assure proper valve guide-to-stem
clearance.
Remove valve seat insert and measure bores in cylinder head - In some
cases the inside diameter of the valve seat bore may become damaged or
oversized and require machining. In this case, oversize inserts are
available in 0.25 mm (0.010 in.) oversize only. Remove valve seat insert
(if necessary) with JDE41296 Valve Seat Puller. Adjusting screw on
puller may need to be retightened during removal of inserts.
On some John Deere engines, removal of valve seat inserts with the
JDE41296 Puller may not be possible. An alternate removal method is to
weld two or three short beads (use an arc welder) equidistant from each
other around the face of insert. Allow seat to cool and carefully pry
out the insert(s) with a screwdriver. If an arc welder is used to remove
valve seat inserts, protect entire combustion face and valve throat area
from weld spatter. After removal of inserts, thoroughly clean area
around valve seat bore and inspect for damage or cracks.
Install valve seat inserts - Install new or refaced valves and check
valve recess. Grind valve seats as required to maintain correct valve
recess and valve-to-seat seal.
Measure cylinder liner standout (height above block) - Bolt down liners
using cap screws and flat washers in the seven locations as shown. Flat
washers should be at least 3.18 mm (1/8 in.) thick. Tighten cap screws
to 68 Nm (50 lb-ft) to achieve an accurate standout reading.
Liners having obvious defects must be replaced. Variations in
measurement readings may occur within one cylinder and or between
adjacent cylinders. Measure each liner in four places, approximately at
1, 5, 7 and 11 O’clock positions as viewed from the rear of the engine
(flywheel end). Record all measurements by cylinder number. Remove any
liner that does not meet standout specification at any location and
install liner shims or replace piston/liner sets as necessary.
LINER HEIGHT SPECIFICATIONS
Liner Height Above Block - 0.050—0.127 mm (0.002—0.005 in.)
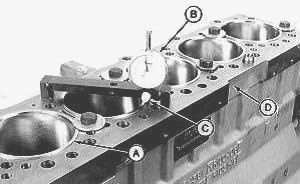
A—Cylinder Liner, B—Dial Indicator, C—Liner Height, D—Cylinder Block
Assemble engine valve assembly
Apply AR44402 Valve Stem Lubricant or clean engine oil to valve stems
and guides. Exhaust valve stem shields will not seat on valve guide
tower; they ride up and down with valve stem. Install reconditioned or
new valves in head. If valves are reused, install in same location from
which removed. Valves must move freely and seat properly. There is no
top or bottom to valve springs; they may be installed either way.
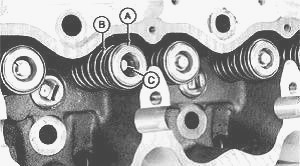
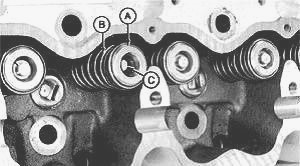
Position valve springs (B). End of spring must be in machined
counterbore of head. Do not mix valve springs. Install valve rotators
(A) on springs and valves (C). Install valve stem shields on exhaust
valve stems.
Compress valve springs with JDE138 Valve Spring Compressor (A) and
install retainer locks (B). Install wear caps just before installing
rocker arm assembly.
Strike end of each valve with a soft mallet three or four times to
insure proper seating of the retainer locks. Repeat procedure for all
remaining valves. Remember valve stem seals are installed onto exhaust
valve stems only. Measure valve recess.
________________________________________________________________________________
________________________________________________________________________________________
 JD SPECS
JD SPECS JD LOADERS
JD LOADERS JD MAINTENANCE
JD MAINTENANCE JD INSTRUCTIONS
JD INSTRUCTIONS JD PROBLEMS
JD PROBLEMS________________________________________________________________________________________
 JD 2025R
JD 2025R JD 3039R
JD 3039R JD 4044R
JD 4044R JD 4105
JD 4105 JD 4720
JD 4720________________________________________________________________________________________
 420 Loader
420 Loader 419 Loader
419 Loader 510 Loader
510 Loader 512 Loader
512 Loader 520 Loader
520 Loader________________________________________________________________________________________
 520M Loader
520M Loader 540M NSL
540M NSL 540 Loader
540 Loader 440R Loader
440R Loader H180 Loader
H180 Loader________________________________________________________________________________________
________________________________________________________________________________________
 JD 5045E
JD 5045E JD 5085E
JD 5085E JD 5100M
JD 5100M JD 6105R
JD 6105R JD 6120M
JD 6120M________________________________________________________________________________________
 JD 6155M
JD 6155M JD 6195R
JD 6195R JD 6210R
JD 6210R JD 7210R
JD 7210R JD 7250R
JD 7250R________________________________________________________________________________________
 JD 7310R
JD 7310R JD 8245R
JD 8245R JD 8295R
JD 8295R JD 8370R
JD 8370R JD 9370R
JD 9370R________________________________________________________________________________________
 120R Loader
120R Loader D120 Loader
D120 Loader H120 Loader
H120 Loader 45 Loader
45 Loader 200CX Loader
200CX Loader________________________________________________________________________________________
 D160 Loader
D160 Loader D170 Loader
D170 Loader H160 Loader
H160 Loader H165 Loader
H165 Loader H240 Loader
H240 Loader________________________________________________________________________________________
 210 Loader
210 Loader 220R Loader
220R Loader 300E Loader
300E Loader 300X Loader
300X Loader 300CX Loader
300CX Loader________________________________________________________________________________________
 JD 9420R
JD 9420R JD 9510R
JD 9510R JD GX335
JD GX335 JD GX85
JD GX85 JD LA105
JD LA105________________________________________________________________________________________
 JD 5065M
JD 5065M JD 5055D
JD 5055D JD 5115R
JD 5115R JD 5105M
JD 5105M JD 6110R
JD 6110R________________________________________________________________________________________
 JD 6130D
JD 6130D JD 6225
JD 6225 JD 7530
JD 7530 JD 4044M
JD 4044M JD 7185J
JD 7185J________________________________________________________________________________________
 300 Loader
300 Loader 300R Loader
300R Loader 320R Loader
320R Loader 400E Loader
400E Loader 410 Loader
410 Loader________________________________________________________________________________________
 430 Loader
430 Loader 460 Loader
460 Loader 521 Loader
521 Loader 531 Loader
531 Loader 541 Loader
541 Loader________________________________________________________________________________________
 551 Loader
551 Loader 631 Loader
631 Loader 651 Loader
651 Loader 661 Loader
661 Loader 603R Loader
603R Loader________________________________________________________________________________________
 JD D130
JD D130 JD D160
JD D160 JD 325
JD 325 JD 335
JD 335 JD 345
JD 345________________________________________________________________________________________
 JD 2520
JD 2520 JD 3005
JD 3005 JD 3720
JD 3720 JD 1025R
JD 1025R JD 3033R
JD 3033R________________________________________________________________________________________
 JD 5090EL
JD 5090EL JD 5100MH
JD 5100MH JD 5075GV
JD 5075GV JD 6090RC
JD 6090RC JD 6110B
JD 6110B________________________________________________________________________________________
 623R Loader
623R Loader 643R Loader
643R Loader 731 Loader
731 Loader 746 Loader
746 Loader 751 Loader
751 Loader________________________________________________________________________________________
 533 Loader
533 Loader 583 Loader
583 Loader 633 Loader
633 Loader 653 Loader
653 Loader 683 Loader
683 Loader________________________________________________________________________________________
 H260 Loader
H260 Loader 663R Loader
663R Loader 663 Loader
663 Loader 683R Loader
683R Loader 753 Loader
753 Loader________________________________________________________________________________________
 JD 6125J
JD 6125J JD 6150RH
JD 6150RH JD 6210J
JD 6210J JD 7195J
JD 7195J JD 8310
JD 8310________________________________________________________________________________________
 JD 6325
JD 6325 JD 5525
JD 5525 JD 5083EN
JD 5083EN JD 5100GN
JD 5100GN JD 5125R
JD 5125R________________________________________________________________________________________
 210C Backhoe
210C Backhoe 300D Backhoe
300D Backhoe 310G Backhoe
310G Backhoe 410G Backhoe
410G Backhoe 710G Backhoe
710G Backhoe________________________________________________________________________________________
 80 Loader
80 Loader 100 Loader
100 Loader 146 Loader
146 Loader 148 Loader
148 Loader 158 Loader
158 Loader________________________________________________________________________________________
 168 Loader
168 Loader 175 Loader
175 Loader 522 Loader
522 Loader 542 Loader
542 Loader 540R Loader
540R Loader________________________________________________________________________________________
 562 Loader
562 Loader 563 Loader
563 Loader 673 Loader
673 Loader 741 Loader
741 Loader________________________________________________________________________________________
 L108 Automatic
L108 Automatic L120 Automatic
L120 Automatic LA110 Automatic
LA110 Automatic LA120 Automatic
LA120 Automatic LA150 Automatic
LA150 Automatic________________________________________________________________________________________
 LT155
LT155 LT160 Automatic
LT160 Automatic LT180 Automatic
LT180 Automatic LTR180
LTR180 X165
X165________________________________________________________________________________________
 E100
E100 E120
E120 E150
E150 LTR166
LTR166________________________________________________________________________________________
 LA135
LA135 LA165
LA165 LX277
LX277 LX288
LX288 LX255
LX255________________________________________________________________________________________
 S240
S240 GT235
GT235 G110 Automatic
G110 Automatic JD 3203
JD 3203 JD 5520
JD 5520________________________________________________________________________________________
 JD 316
JD 316 JD 420
JD 420 JD 425
JD 425 JD 445
JD 445________________________________________________________________________________________
 JD_5050D
JD_5050D X300
X300 X304
X304 X310
X310 X110 Automatic
X110 Automatic________________________________________________________________________________________
 H310 Loader
H310 Loader H340 Loader
H340 Loader H360 Loader
H360 Loader H380 Loader
H380 Loader H480 Loader
H480 Loader________________________________________________________________________________________
 240 Loader
240 Loader 245 Loader
245 Loader 260 Loader
260 Loader 265 Loader
265 Loader 280 Loader
280 Loader________________________________________________________________________________________
 600R Loader
600R Loader 620R Loader
620R Loader 640R Loader
640R Loader 660R Loader
660R Loader 680R Loader
680R Loader________________________________________________________________________________________
 JD_5039D
JD_5039D X146R
X146R X360
X360 X155R
X155R X140 Automatic
X140 Automatic________________________________________________________________________________________
 X350
X350 X380
X380 X500
X500 X590
X590 X700
X700________________________________________________________________________________________
 3036E
3036E 2038R
2038R 3038R
3038R 4049M
4049M JD 4100
JD 4100________________________________________________________________________________________
 X738
X738 X740
X740 X748
X748 X749
X749 X950R
X950R________________________________________________________________________________________
 JD 4510
JD 4510 5045D
5045D 5050E
5050E 5060E
5060E 5078E
5078E